


JY-2015 大型数控钻攻机是我公司采用当代先进的机械、电气、等新技术设计、制造的一种性能优良、加工工艺范围广泛、精度及生产效率高的加工设备。机床采用了台湾宝元具有目前世界先进水平的数控免编程系统,实现三轴联动。
一.机床的总体介绍
JY-2015 大型数控钻攻机是我公司采用当代先进的机械、电气、等新技术设计、制造的一种性能优良、加工工艺范围广泛、精度及生产效率高的加工设备。机床采用了台湾宝元具有目前世界先进水平的数控免编程系统,实现三轴联动。
本产品应用范围广,加工能力强;主要适用于钣金行业的沉孔、攻牙(攻丝)自动化,适用于五金制品、钣金行业等行业。它能够高效处理中小型箱体类、板类、盘类、壳体类模具等复杂零件,特别合适多种中小批量的生产需求。具有高精度、高速度、高柔性、环保型特点。其性能指针和精度指针完全符合国家标准。产品经模块化设计,可以按市场需求进行产品系列化和客户化制造,其良好的性能价格比是国内外客户的最佳选择。
机床的设计符合ISO国际标准,所有零、部件和各种仪表的计量单位均采用国际单位制(SI)标准。
二.机床的总体布局
本机床采用动柱龙门结构,工作台固定,横梁移动的布局形式。主体结构由底座、横梁、工作台、X轴跑车、主轴箱,立柱六大件组成,横梁在底座线轨上前后移动,X跑车在横梁上左右移动,主轴箱在X跑车线轨上上下移动,工作台固定于底座上,适合加工板类零件。整机刚性高,稳定性好,具有较高的动静特性,机床定位精度高,换刀响应速度快。
机床的三个直线运动标轴分别是:
X跑车在横梁上左右移动
(X坐标轴)
横梁在底座上前后移动
(Y坐标轴)
主轴箱沿X跑车垂向移动
(Z坐标轴)
三.机床的主要技术参数
| 项目 | 单位 | 规 格 | |
工作台 | 尺寸(宽度×长度) | mm | 2000*1500 | |
T形槽(尺寸×间距×数量) | mm | 电木板定制台面(无槽) | ||
最大承重 | Kg | 200 | ||
行程 | X轴 | mm | 2000 | |
Y轴 | mm | 1500 | ||
Z轴 | mm | 210 | ||
主轴鼻端至工作台面距离 | mm | 90-300 | ||
快速速度 | X轴 | mm/min | 48000 | |
Y/Z轴 | 12000/48000 | |||
进给速度 | X/Y轴 | mm/min | 10000 | |
Z轴 | 10000 | |||
主轴 | 主轴额定功率 | kW | 5.5 | |
主轴扭矩 | Nm | 17.5 | ||
主轴转速 | rpm | 18000 | ||
主轴锥孔 |
| BT 30 | ||
精度 | 定位精度
| X | mm | 0.01 |
Y | mm | 0.02 | ||
Z | mm | 0.01 | ||
重复定位精度 | X/Y/Z | mm | 0.008/0.015/0.008 | |
机床检验精度标准 | GB/T 20957.4-2007 | |||
刀库 | 刀库容量 | 把 | 21T | |
刀库锥度 |
| BT-30 | ||
刀具最大直径(满刀/相邻位无刀) | mm | Φ60/Φ65 | ||
刀具最大重量 | Kg | 5 | ||
换刀时间(刀对刀) | sec | 2.0 | ||
最大刀具长度 | mm | 180 | ||
其它 | 机床电源总容量 | KVA | 15 | |
气压 | bar | 6.5 | ||
机床外形尺寸(长X宽X高) | mm | 约3000*3000*2300 | ||
四.机床常用配件
序号 | 项目 | 制造商 | 规格 | |
1 | 控制系统 | 宝元 | 台湾 | 免编程触控系统 |
2 | 主轴马达 | 众辰 | 国产 | 17.5Nm |
3 | 三轴马达 | 汇川 | 国产 | X/Y/Z:2.4/4.0/2.9 kW |
4 | 主轴 | 睿莹 | 台湾 | BT30 20000rpm |
5 | 三轴滚珠丝杆 | TBI | 台湾 | X:3220 Y:3220 Z:3220 C3 |
6 | 导轨 | 上银 | 台湾 | X/Y/Z :2×35/2×35/2×35 |
7 | 轴承 | NSK | 日本 | X/Z:3062 Y:3062 |
8 | 联轴器 | 旭东华 | 国产 | X:24*22 Y:4*35 Z:25*35 |
9 | 刀库 | 圣杰 | 中国台湾 | 21T伺服斜盘刀库 |
10 | 电磁阀 | SMC | 日本 | SY5120 |
11 | 油水分离器组合 | CFD+SMC | 日本 | AFM30 |
12 | 断路器 | 施耐德 | 法国 | NSC100B3100,3P-100A |
13 | 继电器 | 欧姆龙 | 日本 | MY2N-GS |
14 | 开关电源 | 明纬 | 国产 | S8FS-C35024/LRS-150-24 |
15 | 中央润滑系统 | 宝腾 | 国产 | BTA—C2P |
注:视供货期/技术改进等原因,制造商保留更换品牌的权利。
五、机床的主要结构特点
5.1.机床主轴
主传动采用主轴交流伺服电机作为动力源,通过联轴器传递到主轴组。主轴组具有高精度,高性能。
5.2.各轴进给传动
X轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动跑车在横梁上左右移动,丝杠进行预拉伸,以提高丝杠副的刚度。
Y轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动横梁在底座上前后移动,实现Y轴进给运动。
Z轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动主轴箱在跑车上作上下移动实现Z轴进给。
5.3.基础件
机床的立柱、跑车、横梁和主轴箱材质均为优质铸铁件(HT300),底座钢构焊接,并经多次时效处理。机床总体结构设计采用了FEM有限元分析、优化技术,以便得到较高的刚性。本机床的横梁、主轴箱、立柱为封闭的箱型结构,合理布置加强筋,并采用多点支承方式;采用动柱式结构,工作台固定于底座上,铸件内部纵横布有加强筋条,具有足够的抗弯、抗扭强度和较高的基础件刚性。
5.4.机床导轨
X轴导轨副——采用两条35滚珠直线导轨,摩擦系数小,高速振动小,低速无爬行,定位精度高,伺服驱动性能优;同时承载能力大,切削抗振动性能好,可以改善机床性能特性,提高机床的精度和精度稳定性及机床的使用寿命。
Y轴导轨副——采用两条重载型35直线导轨,具有足够的抗弯刚度和抗扭刚度。
Z轴导轨——采用两条重载型35直线导轨,保证加工时切削平稳。
5.5.机床的润滑系统
润滑系统的主要控制部件均采用国内知名品牌,平衡可靠。
机床润滑形式:自动稀油润滑导轨及丝杆。
5.6.机床的冷却系统
机床的主轴冷却系统采用油冷机油冷却方式。
加工工件冷却为喷雾或气冷。
5.7.机床的防护装置
床身导轨X、Z轴配有防护罩。X/Z:风琴铠甲
机身外防护采用全包围半罩式防护。(不封顶)
5.9.完善的保护措施
序号 | 功能 |
1 | 主轴驱动器故障保护 |
2 | 主轴系统过载保护 |
3 | 装刀、卸刀与主轴启动互锁保护 |
4 | 三轴软极限防护 |
5 | 重力轴断电下滑保护 |
6 | 进给驱动器故障保护 |
7 | 进给系统过载保护 |
六、机床电气系统
6.1.机床采用台湾宝元公司免编程数控系统,配15寸彩色液晶触摸显示器+MDI操作面板;MDI正面有USB接口,背面有用于通讯的以太网接口,操作界面为中文显示。
免编程数控系统的基本功能:
控制轴 | ||
1 | 机械组数 | 一组 |
2 | 控制路径数(不包含工件装卸控制路径) | 一路经 |
3 | 同时控制轴数扩展(各路径) | 最多4轴 |
4 | 基于PMC的轴控制 | 不可为Cs轴 |
5 | 轴名称 | 从X,Y,Z,U,V,W,A,B,C中任选 |
6 | 扩展轴名称 | 最多3个字符 |
7 | 间接軸地址指令 | 包含于用户宏程序中 |
8 | 扩展主轴名称 | 最多3个字符,包含于多主轴中 |
9 | 进给轴同步控制 | 最多4组 |
10 | 扭矩控制 | 包含于PMC轴控制 |
11 | 最小设定单位 | IS-A, IS-B |
12 | 最小设定单位C | 0.001mm、0.001deg、0.0001inch |
13 | 高精度程序指令 | 包含于最小设定单位A~E |
14 | 柔性进给装置 | 任意DMR |
17 | 互锁 | 所有轴/各轴/轴方向/段启动/切削段启动 |
18 | 机械锁住 | 所有轴/各轴 |
19 | 超程 |
|
20 | 存储行程检测1 |
|
21 | 行程限位外部设定 |
|
22 | 存储行程检测2、3 |
|
23 | 移动前行程限位检测 |
|
24 | 伺服关断/机械手轮进给 |
|
25 | 异常负载检测 |
|
26 | 位置开关 |
|
27 | 紧急停止 |
|
运行操作 | ||
1 | 自动运行(存储器) |
|
2 | MDI运行 |
|
3 | 程序再启动 |
|
4 | 快速程序再启动 |
|
5 | 预防错误操作 |
|
6 | 刚性攻丝回退 |
|
7 | 缓冲寄存器 |
|
8 | 空运行 |
|
9 | 单程序段 |
|
10 | JOG(点动)进给 |
|
11 | 手动返回参考点 |
|
12 | 无挡块参考点设定 |
|
13 | 机械撞块式参考点设定 |
|
14 | 参考点返回速度设定 |
|
15 | 参考点偏移 |
|
16 | 手轮进给倍率 | ×1、×10、×100 |
17 | 手轮进给中断 |
|
18 | JOG(点动)、手轮进给同模式 | 包含于手轮进给 |
19 | 手轮进给回退 | 需要有第1台手轮进给 |
20 | 返回参考点 | G28 |
程序输入 | ||
1 | 电脑编程拷入 |
|
2 | 系统自编程 | 需要拷入DXF格式的图档,系统上设置简单程序参数 |
通信功能 | ||
1 | 嵌入式以太网 |
|
6.2.电柜部分
电柜安全防护等级符合IP54标准,电柜采用全封闭结构。
七.随机附件
序号 | 名称 | 型号及规格 | 数量 | 生产厂家 |
1 | 地脚 | 斜台调节地脚 | 4台套 | 国产 |
2 | 油冷机 | LY10 | 1 | 雷德 |
3 | 随机工具箱 | 内六角扳手2.5-10 一字螺丝刀 十字螺丝刀 风枪及弹簧风管 玻璃胶 | 1套 | 国产 |
八.特殊附件
九.机床制造、验收标准
9.1.GB/T 9061-2006 《金属切削机床通用技术条件》
9.2.GB 15760-2004 《金属切削机床安全防护通用技术条件》
9.3.GB/T 17421.1-1998 机床检验通则 第1部分:在无负荷或精加工条件下机床的几何精度
9.4.GB/T 17421.2-2016 机床检验通则 第2部分:数控轴线的定位精度和重复定位精度的确定
9.5.JB/T 8771.2-1998 加工中心检验条件 第2部分 立式加工中心几何精度检验
9.6.GB/T 20957.4-2007 精密加工中心检验条件 第4部分:线性和回转轴线的定位精度和重复定位精度检验
十.机床安装调试验收培训
用户需要进行的机床安装前的准备
进线电源准备:
· 三相五线交流380V±10%,50Hz±2%,用户提供从厂房电源到机床电柜的电源线和电气柜到单独接地点的地线,地线部分要求单独接地。
气源:
· 10MM气管从气罐到机床,10MM快插头.
机床安装
· 在机床到达目的地后,用户负责卸货及安装调试期间的吊运,安全移至工作位置后制造商负责接电调试 ,调试人员前往之前,用户需完成制造商提出的安装前准备工作。
· 用户需提前两天通知制造商进行调试,且在安装调试之前,由用户和服务人员共同开箱,按合同数量清点,三相电源线,10MM气管引到电气柜。安装和调试工作结束后,进行机床的终验收。
10.3机床验收
机床验收一般分为两步:预验收和终验收
预验收在供方现场进行,由需、供双方共同完成;
终验收在需方现场,双方共同进行。
验收所需专用量、检具由供方准备,需方负责提供通用量、检具。
验收合格后,双方签署售后验收报告;从签字日期计算保修期。
十一.培训与技术服务
11.1培训:为使需方掌握、操作和维修机床,技术培训对需方提供1~2人在供方的4个工作日的机械、电气的技术培训。
机床在买方现场进行安装调试工作时,买方维护、操作人员同时参与此项工作,进一步培训机床的使用和维修。
11.2技术服务:机床质保期一年。设备在三包期内出现故障,24小时内有回复,必要时我们将在48小时内赶到现场处理故障,免费服务并免费更换损坏零件。
机床保修期过后,供方提供广泛优惠的技术支持和服务以及备件供应。
培训说明:
1、用户参加培训的操作人员应具备高中以上学历,3年以上工作经验;
2、用户参加培训的系统维护及编程人员为电气工程师。
十二.随机提供技术文件
序号 | 名称 | 数量 |
1 | 电气操作说明书 | 1份 |
2 | 电气原理图 | 1份 |
3 | 出厂合格证 | 1份 |
4 | 装箱单 | 1份 |
5 | 机床附件资料 | 1份 |
6 | 机床地基图 | 1份 |
十三.机床运行环境及检测要求
13.1机床工作环境
机床工作环境好坏,对保证机床性能和正常工作有着直接的关系,如果温度过高会造成数控系统中控制机构失灵或出现故障;温度过低又会使润滑系统和液压系统工作条件恶化造成机床故障或损坏机床零件。因此我们建议该机床在以下条件下使用:
· 机床应放置于室内且干燥的环境中。机床基础按照机床地基要求进行制作。
· 电源电压:3相5线交流380V±10%,电源频率:50Hz±2%。超出此范围用户需自行购买稳压电源。
· 环境空气温度:10℃~40℃范围内;
· 湿度:相对湿度不超过75% ,且湿度变化不引起冷凝。
· 空气中粉尘浓度不得大于10mg/m3,不得含酸、盐和腐蚀气体。
· 大气压强86~106kpa
· 机床安装要远离振源、热源。机床安装所在厂房内的动力要在0.5G以下(G为重力加速度)。
13.2机床精度检验条件
为满足机床按规定精度运转,请用户按照下述要求检验。
机床精度检验时,环境温度应保持现在10~40℃范围内符合:
机床和检具应在检测环境中放置足够长的时间(最好过夜)以确保在检验前达到热稳定状态。应避免气流和外部辐射,如阳光、外部热源等。
在检验前12h和检验过程中以℃/h为单位的环境温度变化率应在上述要求的范围内。
检测中连续地趋近任一特定的目标位置时,若偏差成一有序序列,应考虑热状态尚不稳定,则应通过升温运转使这些趋势减至最低限度。
中商情报网讯:数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,数控机床加工精度是一种柔性的、高效能的自动化机床,代表了现代机床控制技术的发展方向,是一种典型的机电一体...
查看详细 +
当今社会,人工智能成了大趋势,机器人已经不再是电影上才能看到,它已经被广泛应用于建筑、医疗、工业等多个领域。近年,随着人工成本的不断攀升,制造业转型升级的步伐加快,智能移动机器人凭...
查看详细 +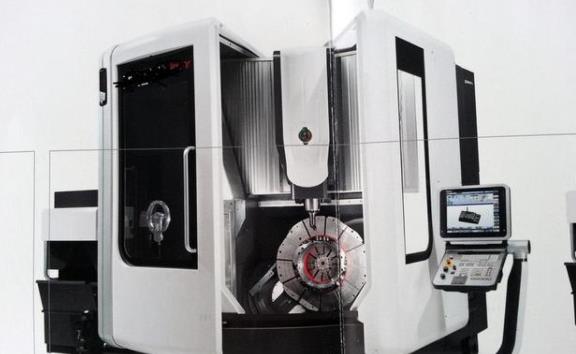
数控G00又可以简写成G0表示机床快速移动。以加工中心为例G00 X10. Y10.表示快速移动到坐标轴x10Y10的地方而且这个指令是模态。就是只需指定一次。直到有其他同类型指令...
查看详细 +
随着科技发展生产力进步,制造业技术发生了相当大的变化,产品结构越来越复杂精简合理。其加工要求精度效率不断提高,CNC数控机床加工行业技术也不断提高。以前在制造业产品中,精密零件和小...
查看详细 +
根据俄罗斯卫星通讯社11月21日的报道称,以美国为首的西方国家正在疯狂阻止我国科学技术的发展,如今西方仅剩下四个领域处于领先地位,这四个领域分别是精密数控机床、航空发动机、半导体、...
查看详细 +
12月17日,“全国金属切削机床标准化技术委员会(SAC/TC22)八届三次会议暨2021年高端数控机床关键技术与标准创新论坛”在北京顺利召开。本次会议由全国金属切削机床标准化技术...
查看详细 +

