


JY-2506T 重型数控型材钻攻机是我公司采用当代先进的机械、电气、液压等新技术设计、制造的一种性能优良、加工工艺范围广泛、精度及生产效率高的加工设备。机床采用了日本三菱公司具有目前世界先进水平的数控M80B系统及其配套的伺服驱动器及电机,实现三轴联动
一.机床的总体介绍
JY-2506T 重型数控型材钻攻机是我公司采用当代先进的机械、电气、液压等新技术设计、制造的一种性能优良、加工工艺范围广泛、精度及生产效率高的加工设备。机床采用了日本三菱公司具有目前世界先进水平的数控M80B系统及其配套的伺服驱动器及电机,实现三轴联动。
本产品主要应用型材,长板类,长箱体类零件加工。机床具有钻、镗、铣、扩、铰、攻丝、直线插补、圆弧插补、等功能。相较于传统型材机具有高精度、高速度、高柔性、环保型特点。其性能指针和精度指针完全符合国家标准。产品经模块化设计,可以按市场需求进行产品系列化和客户化制造,其良好的性能价格比是国内外客户的最佳选择。
机床的设计符合ISO国际标准,所有零、部件和各种仪表的计量单位均采用国际单位制(SI)标准。
二.机床的总体布局
本机床采用动工作台龙门结构,横梁固定,工作台移动的布局形式。主体结构由底座、横梁、工作台、X轴跑车、主轴箱,立柱六大件组成,工作台在底座线轨上前后移动,X跑车在横梁上左右移动,主轴箱在X跑车线轨上上下移动,立柱固定于底座上。适合加工型材类条形零件。整机刚性高,稳定性好,具有较高的动静特性,机床定位精度高,换刀响应速度快。
机床的三个直线运动标轴分别是:
X跑车在横梁上左右移动
(X坐标轴)
工作台在底座上前后移动
(Y坐标轴)
主轴箱沿X跑车垂向移动
(Z坐标轴)
三.机床的主要技术参数
| 项目 | 单位 | 规 格 | |
工作台 | 尺寸(宽度×长度) | mm | 600×2500 | |
T形槽(尺寸×间距×数量) | mm | 18×100×5 | ||
最大承重 | Kg | 800 | ||
行程 | X轴 | mm | 2500 | |
Y轴 | mm | 600 | ||
Z轴 | mm | 380 | ||
主轴鼻端至工作台面距离 | mm | 120~500 | ||
快速速度 | X轴 | mm/min | 25000 | |
Y/Z轴 | 48000/48000 | |||
进给速度 | X/Y轴 | mm/min | 10000 | |
Z轴 | 10000 | |||
主轴 | 主轴额定功率 | kW | 7.5 | |
主轴扭矩 | Nm | 35 | ||
主轴转速 | rpm | 12000 | ||
主轴锥孔 |
| BT 40 | ||
精度 | 定位精度
| X | mm | 0.01 |
Y | mm | 0.01 | ||
Z | mm | 0.01 | ||
重复定位精度 | X/Y/Z | mm | 0.008/0.005/0.005 | |
机床检验精度标准 | GB/T 20957.4-2007 | |||
刀库 | 刀库容量 | 把 | 21T | |
刀库锥度 |
| BT-40 | ||
刀具最大直径(满刀/相邻位无刀) | mm | Φ78/Φ80 | ||
刀具最大重量 | Kg | 8 | ||
换刀时间(刀对刀) | sec | 2.5 | ||
最大刀具长度 | mm | 300 | ||
其它 | 机床电源总容量 | KVA | 17 | |
气压 | bar | 6.5 | ||
机床外形尺寸(长X宽X高) | mm | 约2400*4000*2500 | ||
四.机床常用配件
序号 | 项目 | 制造商 | 规格 | |
1 | 控制系统 | 三菱 | 日本 | M80 |
2 | 主轴马达 | 三菱 | 日本 | 7.5kW |
3 | 三轴马达 | 三菱 | 日本 | X/Y/Z:3.0/3.0/3.0 kW |
4 | 主轴 | 大悦 | 国产 | BT40 12000rpm |
5 | 三轴滚珠丝杆 | TBI | 台湾 | X:50 Y:40 Z:40 C3 |
6 | 导轨 | 上银 | 台湾 | X/Y/Z :2×35/4×35/2×35 |
7 | 轴承 | NSK | 日本 | X/Z:4072 Y:3062 |
8 | 联轴器 | 旭东华 | 国产 | X:35*35 Y:25*35 Z:25*35 |
9 | 电磁阀 | SMC | 日本 | SY5120 |
11 | 油水分离器组合 | CFD+SMC | 日本 | AFM30 |
12 | 断路器 | 施耐德 | 法国 | NSC100B3100,3P-50A |
13 | 继电器 | 欧姆龙 | 日本 | MY2N-GS |
14 | 开关电源 | 欧姆龙/明纬 | 日本/国产 | S8FS-C35024/LRS-150-24 |
15 | 中央润滑系统 | 宝腾 | 国产 | BTA—C2P |
16 | 刀库 | 大悦 | 国产 | BT-40 21T 盘 |
注:视供货期/技术改进等原因,制造商保留更换品牌的权利。
五、机床的主要结构特点
5.1.机床主轴
主传动采用主轴交流伺服电机作为动力源,通过联轴器传递到主轴组。主轴组具有高精度,高性能。
5.2.各轴进给传动
X轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动鞍座在底座上左右移动,实现X轴进给运动,丝杠进行预拉伸,以提高丝杠副的刚度。
Y轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动立柱在鞍座上前后移动,实现Y轴进给运动。
Z轴驱动——伺服电机通过联轴器传动滚珠丝杠,带动主轴箱在立柱上作上下移动实现Z轴进给。
5.3.基础件
机床的底座、立柱、横梁、工作台和主轴箱,X跑车等大件材质均为优质铸铁件(HT300),并经多次时效处理。机床总体结构设计采用了FEM有限元分析、优化技术,以便得到较高的刚性。本机床的底座、横梁、立柱为封闭的箱型结构,合理布置加强筋,并采用多点支承方式;采用动柱式结构,工作台固定于底座上,铸件内部纵横布有加强筋条,具有足够的抗弯、抗扭强度和较高的基础件刚性,可满足重负荷切削加工要求。
5.4.机床导轨
X轴导轨副——采用两条重载型直线导轨,四个加长滑块,摩擦系数小,高速振动小,低速无爬行,定位精度高,伺服驱动性能优;同时承载能力大,切削抗振动性能好,可以改善机床性能特性,提高机床的精度和精度稳定性及机床的使用寿命。
Y轴导轨副——采用四条重载型直线导轨,具有足够的抗弯刚度和抗扭刚度。
Z轴导轨——采用两条重载型直线导轨,保证加工时切削平稳。
5.5.机床的润滑系统
润滑系统的主要控制部件均采用国内知名品牌,平衡可靠。
机床润滑形式:自动稀油润滑导轨及丝杆。
5.6.机床的冷却系统
机床的主轴冷却系统采用油冷机油冷却方式。
加工工件冷却为乳化无腐蚀液体。
5.7.机床的防护装置
床身导轨X、Y、Z轴配有防护罩。X/Z:风琴铠甲 Y前Y后:金属伸缩防护罩
机身外防护采用全包围式防护。(不封顶)
5.9.完善的保护措施
序号 | 功能 |
1 | 主轴驱动器故障保护 |
2 | 主轴系统过载保护 |
3 | 装刀、卸刀与主轴启动互锁保护 |
4 | 三轴软极限防护 |
5 | 重力轴断电下滑保护 |
6 | 进给驱动器故障保护 |
7 | 进给系统过载保护 |
六、机床电气系统
6.1.机床采用日本发三菱公司M80B数控系统,配10.4”彩色液晶显示器+MDI操作面板;显示器正面有CF卡接口和USB接口,背面有用于通讯的以太网接口,操作界面为中文显示。
数控系统的基本功能:
控制轴 | ||
1 | 机械组数 | 一组 |
2 | 控制路径数(不包含工件装卸控制路径) | 一路经 |
3 | 同时控制轴数扩展(各路径) | 最多4轴 |
4 | 基于PMC的轴控制 | 不可为Cs轴 |
5 | 轴名称 | 从X,Y,Z,U,V,W,A,B,C中任选 |
6 | 扩展轴名称 | 最多3个字符 |
7 | 间接軸地址指令 | 包含于用户宏程序中 |
8 | 扩展主轴名称 | 最多3个字符,包含于多主轴中 |
9 | 进给轴同步控制 | 最多4组 |
10 | 扭矩控制 | 包含于PMC轴控制 |
11 | 最小设定单位 | IS-A, IS-B |
12 | 最小设定单位C | 0.001mm、0.001deg、0.0001inch |
13 | 高精度程序指令 | 包含于最小设定单位A~E |
14 | 柔性进给装置 | 任意DMR |
16 | 英制/公制转换 |
|
17 | 互锁 | 所有轴/各轴/轴方向/段启动/切削段启动 |
18 | 机械锁住 | 所有轴/各轴 |
19 | 超程 |
|
20 | 存储行程检测1 |
|
21 | 行程限位外部设定 |
|
22 | 存储行程检测2、3 |
|
23 | 移动前行程限位检测 |
|
25 | 位置跟踪 |
|
26 | 伺服关断/机械手轮进给 |
|
27 | 异常负载检测 |
|
28 | 位置开关 |
|
29 | 紧急停止 |
|
运行操作 | ||
1 | 自动运行(存储器) |
|
2 | MDI运行 |
|
3 | DNC运行 | 网线接口 |
4 | 借助存储卡的DNC运行 | 需要有CF卡和CF卡适配器 |
5 | 调度功能 |
|
6 | 程序号检索 |
|
7 | 顺序号检索 |
|
8 | 顺序号比较与停止 |
|
9 | 程序再启动 |
|
10 | 快速程序再启动 |
|
11 | 快速程序再启动/再启动要点保留 | 需要有快速程序再启动 |
12 | 预防错误操作 |
|
13 | 刚性攻丝回退 |
|
14 | 缓冲寄存器 |
|
15 | 空运行 |
|
16 | 单程序段 |
|
17 | JOG(点动)进给 |
|
18 | 手动返回参考点 |
|
19 | 无挡块参考点设定 |
|
20 | 机械撞块式参考点设定 |
|
21 | 参考点返回速度设定 |
|
22 | 参考点偏移 |
|
23 | 手轮进给 1个 | 1个/所有路径 |
24 | 手轮进给 2个或3个 | 2个或3个 |
25 | 手轮进给倍率 | ×1、×10、×m 、×n m : 0~2000、n : 0~2000 包含于手轮进给 |
26 | 手轮进给中断 |
|
27 | 增量进给 | ×1、×10、×100、×1000、×10000 |
28 | JOG(点动)、手轮进给同模式 | 包含于手轮进给 |
29 | 手轮进给回退 | 需要有第1台手轮进给 |
30 | USB内存程序的运行(Load&Go功能) |
|
插补功能 | ||
1 | 定位 | G00(也可进行直线插补型定位) |
2 | 单向定位 | G60 |
3 | 准确停止方式 | G61 |
4 | 攻丝方式 | G63 |
5 | 切削方式 | G64 |
6 | 准确停止 | G09 |
7 | 直线插补 |
|
8 | 圆弧插补 |
|
9 | 暂停 |
|
10 | 螺旋插补 | 圆弧插补+最多2轴直线插补 |
11 | 跳过 | G31 |
12 | 多步跳过 |
|
13 | 高速跳过 | 输入点数为8位 |
14 | 扭矩极限跳过 |
|
15 | 返回参考点 | G28 |
16 | 返回参考点检测 | G27 |
17 | 返回第2参考点 |
|
18 | 返回第3、第4参考点 |
|
程序输入 | ||
1 | 纸带代码 | 自动识别EIA / ISO |
2 | 标记跳过 |
|
3 | 奇偶检验 | 水平和垂直奇偶检验 |
4 | 控制输入/输出 |
|
5 | 最大指令值 | ±9位数(R、I、J、K为±12位数) |
6 | 程序文件名 | 32个字符 |
7 | 顺序号 | N8位数 |
8 | 绝对/增量指令 | 在同一段可混用 |
9 | 小数点输入/计算器小数点输入 |
|
10 | 10倍输入单位 |
|
11 | 直径/半径指定 |
|
12 | 平面选择 | G17、G18、G19 |
13 | 旋转轴指定 |
|
14 | 旋转轴的翻转 |
|
15 | 极坐标指令 |
|
16 | 坐标系设定 |
|
17 | 自动坐标系设定 |
|
18 | 工件坐标系 | G52~G59 |
19 | 工件坐标系预置 |
|
|
|
|
21 | 工件原点偏置值测量值直接输入 | 包含于工件坐标系 |
22 | 手动绝对值ON/OFF |
|
23 | 任意角度倒角/拐角R |
|
24 | 可编程数据输入 | G10 |
25 | 可编程参数输入 |
|
26 | 子程序指令调用 | 10层嵌套 |
27 | 用户宏指令 |
|
28 | 附加用户宏指令公共变量 | #100~#199、#500~#999 |
29 | 钻孔用固定循环 |
|
30 | 圆弧半径R指定 | R,I,J,K 12位数 |
31 | 自动拐角倍率 |
|
32 | 比例缩放 |
|
33 | 坐标系旋转 |
|
34 | 可编程镜像 |
|
35 | 基于G代码的预读屏蔽 |
|
36 | 宏指令执行程序 |
|
40 | 加工准备支援功能 |
|
设定/显示 | ||
1 | 状态显示 |
|
2 | 时钟功能 |
|
3 | 当前位置显示 |
|
4 | 程序注释显示 | 程序名31个字符 |
5 | 参数设定显示 |
|
6 | 参数校验和功能 |
|
7 | 报警显示 |
|
8 | 报警履历显示 |
|
9 | 操作信息履历显示 | 需要有外部信息或外部数据输入 |
10 | 工作时间/零件数显示 |
|
11 | 实际速度显示 |
|
12 | 实际主轴旋转数/T代码显示 | M系统需要有螺纹切削和同步进给 |
13 | 软盘目录显示 |
|
14 | 操作监控器画面 | 显示载荷计等 |
15 | 维修信息画面 |
|
16 | 故障诊断 |
|
17 | 高效加工设定 |
|
18 | 表面精细设定 |
|
19 | 软件操作画板 |
|
20 | 软件操作画板通用开关 | 需要有软件操作面板 |
21 | 软件操作画板通用开关扩展 | 包含于软件操作画板通用开关 |
22 | 操作履历显示 |
|
23 | 多国语言显示 |
|
24 | 动态切换语言显示 | 包含于各国语言显示 |
25 | 数据保护键 | 4种 |
26 | 清除画面 | 手动或自动 |
27 | 参数设定支援画面 |
|
28 | 帮助功能 |
|
29 | 自诊断功能 |
|
30 | 定期维修画面 |
|
31 | 硬件/软件系统配置画面 |
|
32 | 伺服信息画面 |
|
33 | 主轴信息画面 | 包含于主轴串行输出 |
34 | 图形显示 |
|
35 | 动态图形显示功能 |
|
36 | CNC画面显示 | 需要CNC应用程序开发套件(A08B-9010-J555#ZZ12) |
37 | 主菜单画面 |
|
通信功能 | ||
1 | 嵌入式以太网 |
|
2 | 嵌入式以太网扩展功能 | 包含于嵌入式以太网 |
6.2.电柜部分
电柜安全防护等级符合IP54标准,电柜采用全封闭结构。
七.随机附件
序号 | 名称 | 型号及规格 | 数量 | 生产厂家 |
1 | 地脚螺丝 | M30×1.5P×130×Ø12 | 14套 | 国产 |
2 | 机床垫铁 | Ø100×30 | 14套 | 国产 |
3 | 随机工具箱 | 内六角扳手2.5-10 一字螺丝刀 十字螺丝刀 风枪及弹簧风管 玻璃胶 | 1套 | 国产 |
4 | USB读卡器 |
| 1PCS | 国产 |
5 | 网线 | 5米 | 1PCS | 国产 |
6 | 变压器 |
| 1PCS | 国产 |
八.特殊附件
九.机床制造、验收标准
9.1.GB/T 9061-2006 《金属切削机床通用技术条件》
9.2.GB 15760-2004 《金属切削机床安全防护通用技术条件》
9.3.GB/T 17421.1-1998 机床检验通则 第1部分:在无负荷或精加工条件下机床的几何精度
9.4.GB/T 17421.2-2016 机床检验通则 第2部分:数控轴线的定位精度和重复定位精度的确定
9.5.JB/T 8771.2-1998 加工中心检验条件 第2部分 立式加工中心几何精度检验
9.6.GB/T 20957.4-2007 精密加工中心检验条件 第4部分:线性和回转轴线的定位精度和重复定位精度检验
十.机床安装调试验收培训
10.1用户需要进行的机床安装前的准备
10.1用户需要进行的机床安装前的准备
进线电源准备:
3相4线交流380V±10%,50Hz±2%,用户提供从厂房电源到机床电柜的电源线和电气柜到单独接地点的地线,地线部分要求单独接地。
气源:
>10MM气管从气罐到机床,10MM快插头.
机床安装
在机床到达目的地后,用户负责卸货及安装调试期间的吊运,安全移至工作位置后制造商负责接电调试 ,调试人员前往之前,用户需完成制造商提出的安装前准备工作。
用户需提前两天通知制造商进行调试,且在安装调试之前,由用户和服务人员共同开箱,按合同数量清点,三相电源线,10MM气管引到电气柜。安装和调试工作结束后,进行机床的终验收。
10.3机床验收
机床验收一般分为两步:预验收和终验收
预验收在供方现场进行,由需、供双方共同完成;
终验收在需方现场,双方共同进行。
验收所需专用量、检具由供方准备,需方负责提供通用量、检具。
验收合格后,双方签署售后验收报告;从签字日期计算保修期。
十一.培训与技术服务
11.1培训:为使需方掌握、操作和维修机床,技术培训对需方提供1~2人在供方的4个工作日的机械、电气的技术培训。
机床在买方现场进行安装调试工作时,买方维护、操作人员同时参与此项工作,进一步培训机床的使用和维修。
11.2技术服务:机床质保期一年。设备在三包期内出现故障,24小时内有回复,必要时我们将在48小时内赶到现场处理故障,免费服务并免费更换损坏零件。
机床保修期过后,供方提供广泛优惠的技术支持和服务以及备件供应。
培训说明:
1、用户参加培训的操作人员应具备高中以上学历,3年以上工作经验;
2、用户参加培训的系统维护及编程人员为电气工程师。
十二.机床运行环境及检测要求
12.1机床工作环境
机床工作环境好坏,对保证机床性能和正常工作有着直接的关系,如果温度过高会造成数控系统中控制机构失灵或出现故障;温度过低又会使润滑系统和液压系统工作条件恶化造成机床故障或损坏机床零件。因此我们建议该机床在以下条件下使用:
· 机床应放置于室内且干燥的环境中。机床基础按照机床地基要求进行制作。
· 电源电压:3相交流380V±10%,电源频率:50Hz±2%。超出此范围用户需自行购买稳压电源。
· 环境空气温度:10℃~40℃范围内;
· 湿度:相对湿度不超过75% ,且湿度变化不引起冷凝。
· 空气中粉尘浓度不得大于10mg/m3,不得含酸、盐和腐蚀气体。
· 大气压强86~106kpa
· 机床安装要远离振源、热源。机床安装所在厂房内的动力要在0.5G以下(G为重力加速度)。
12.2机床精度检验条件
为满足机床按规定精度运转,请用户按照下述要求检验。
机床精度检验时,环境温度应保持现在10~40℃范围内符合:
机床和检具应在检测环境中放置足够长的时间(最好过夜)以确保在检验前达到热稳定状态。应避免气流和外部辐射,如阳光、外部热源等。
在检验前12h和检验过程中以℃/h为单位的环境温度变化率应在上述要求的范围内。
检测中连续地趋近任一特定的目标位置时,若偏差成一有序序列,应考虑热状态尚不稳定,则应通过升温运转使这些趋势减至最低限度。
中商情报网讯:数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,数控机床加工精度是一种柔性的、高效能的自动化机床,代表了现代机床控制技术的发展方向,是一种典型的机电一体...
查看详细 +
当今社会,人工智能成了大趋势,机器人已经不再是电影上才能看到,它已经被广泛应用于建筑、医疗、工业等多个领域。近年,随着人工成本的不断攀升,制造业转型升级的步伐加快,智能移动机器人凭...
查看详细 +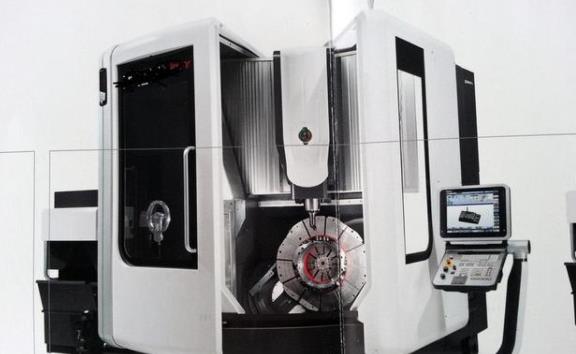
数控G00又可以简写成G0表示机床快速移动。以加工中心为例G00 X10. Y10.表示快速移动到坐标轴x10Y10的地方而且这个指令是模态。就是只需指定一次。直到有其他同类型指令...
查看详细 +
随着科技发展生产力进步,制造业技术发生了相当大的变化,产品结构越来越复杂精简合理。其加工要求精度效率不断提高,CNC数控机床加工行业技术也不断提高。以前在制造业产品中,精密零件和小...
查看详细 +
根据俄罗斯卫星通讯社11月21日的报道称,以美国为首的西方国家正在疯狂阻止我国科学技术的发展,如今西方仅剩下四个领域处于领先地位,这四个领域分别是精密数控机床、航空发动机、半导体、...
查看详细 +
12月17日,“全国金属切削机床标准化技术委员会(SAC/TC22)八届三次会议暨2021年高端数控机床关键技术与标准创新论坛”在北京顺利召开。本次会议由全国金属切削机床标准化技术...
查看详细 +

